In dairy processing, plate heat exchangers serve as core equipment for processes such as pasteurization, ultra-high temperature sterilization and rapid cooling. Nevertheless, a recurring issue plaguing dairy manufacturers persists: despite daily CIP cleaning routines, plate heat exchangers still suffer from fouling and clogging, accompanied by continuous declines in heat transfer efficiency. Where does the problem lie? The root cause often resides in neglected dead zones during CIP cleaning.
The Root Cause of Dairy Fouling: Thermal Denaturation of Proteins
Dairy products including milk, yogurt and whey are rich in proteins such as casein and whey protein. When the temperature exceeds 70 ℃ in the pasteurization section, protein molecular structures unfold and cross-link with one another, forming aggregated deposits that adhere tightly to plate surfaces.This protein fouling features dense texture and strong adhesion, bonding far more firmly to stainless steel than common water scale. Worse still, protein fouling carries a self-accelerating characteristic. Once a thin layer forms, surface roughness increases and accelerates subsequent deposition. Within only a few days, the overall heat transfer coefficient may drop by over 30%, while pressure loss multiplies rapidly. Such fast accumulation makes regular, standardized cleaning an essential requirement for dairy production lines.

Hidden Dead Zones in Conventional CIP Cleaning
Dairy plants widely adopt CIP cleaning systems, relying on automated cycles of alkaline washing, acid cleaning and rinsing. Even so, critical uncleaned areas are commonly overlooked.
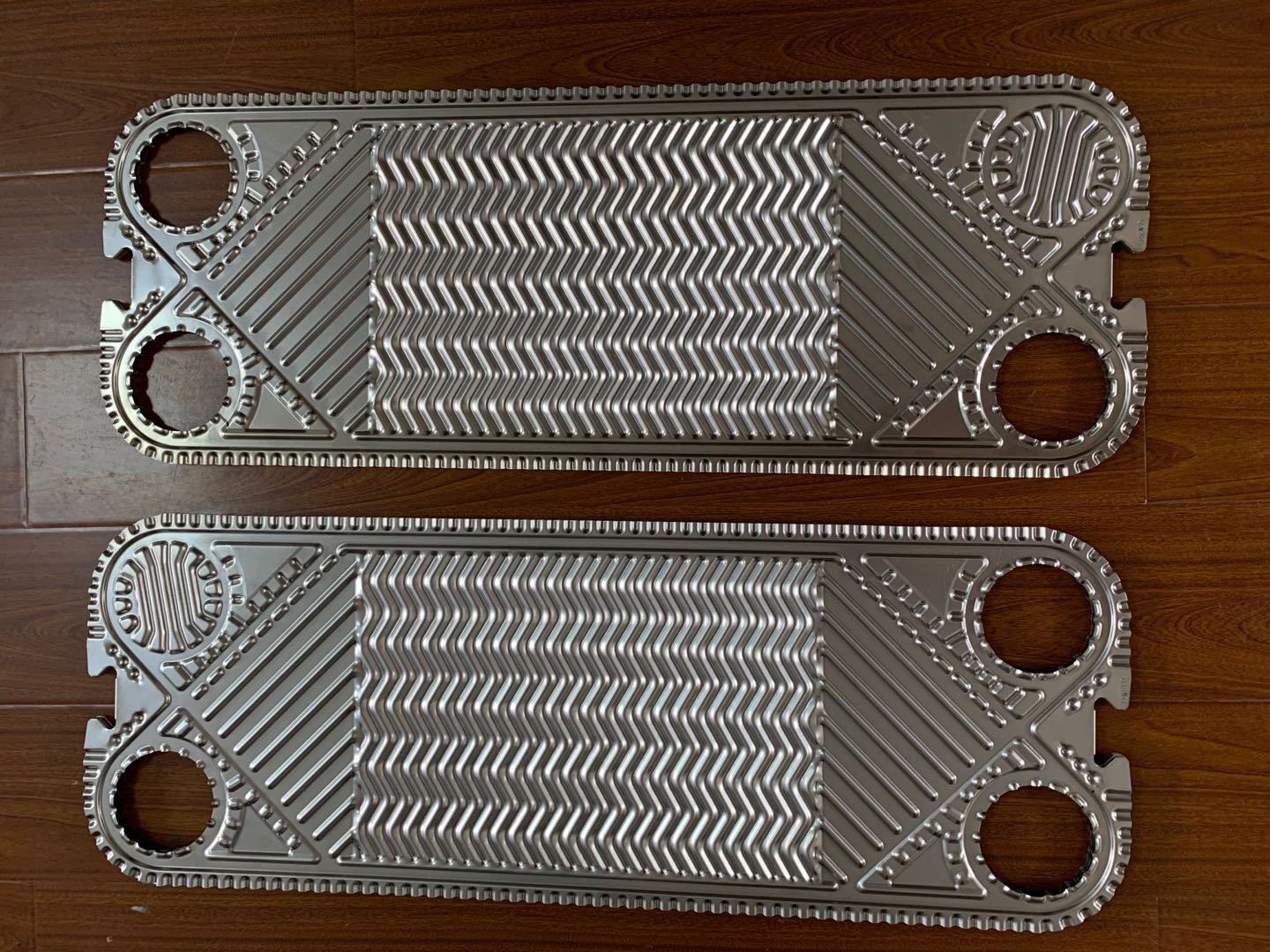
Recessed corrugated grooves on heat transfer plates constitute the first major dead zone. Plates are designed with intricate patterns such as herringbone and horizontal corrugations to enhance heat exchange. Meanwhile, these irregular grooves form numerous micro recesses. Cleaning fluid generates low-speed eddies at the bottom of corrugations, allowing protein residues to settle and accumulate. Insufficient CIP flow velocity — the inter-plate flow rate should be maintained above 1.5 m/s — further weakens scouring action in these recessed areas.
Gasket gaps represent another vital blind spot. Rubber gaskets are installed between adjacent plates for sealing, leaving tiny gaps ranging from 0.1 mm to 0.3 mm. Cleaning fluid cannot fully penetrate these narrow crevices. Residual dairy concentrates and denatures inside gaps, gradually forming durable biofilms. Long-term fouling in gasket crevices breeds microorganisms and damages sealing performance, further triggering cross-contamination between fluid streams. Unsterilized raw milk may mix with finished products, resulting in severe food safety hazards.
Cavities between the plate bundle and compression plates at both ends are also frequently ignored. Gaps exist between the plate assembly and fixed or movable compression plates. Without sufficient draining and flushing cycles in CIP procedures, organic residues remain trapped in these cavities and develop into persistent fouling layers.
To eliminate cleaning dead zones, targeted optimization of CIP parameters is essential. The inter-plate flow velocity shall be raised to 1.5–2.0 m/s to ensure stable turbulent flow. For high-protein materials, extend alkaline cleaning duration and control the cleaning temperature between 75 ℃ and 85 ℃. Intermediate rinsing steps should be added to prevent sedimentation caused by the mixing of alkaline and acidic solutions.

Reverse cleaning is another practical solution. Periodically switching the inlet direction of cleaning liquid helps flush blind spots that cannot be fully covered by one-way circulation. This simple adjustment greatly improves overall cleaning results.
Even with automated CIP systems, periodic disassembly and manual inspection are indispensable. Monthly disassembly of the plate bundle allows thorough mechanical cleaning of plates and gaskets. Though requiring short downtime, this procedure effectively removes stubborn, aged fouling layers.
Selecting sanitary-grade equipment at the procurement stage provides fundamental improvement. Plate heat exchangers designed for hygienic applications, featuring large-diameter corner holes and seamless gasket grooves, minimize structural dead zones from the source.
The frequent clogging of plate heat exchangers in dairy factories stems not from insufficient cleaning frequency, but from incomplete cleaning coverage. Only when CIP operations move beyond routine formalities and thoroughly cover corrugated recesses, gasket gaps and marginal cavities, can persistent fouling challenges be fundamentally resolved.
Shanghai Jiangwan Chemical Equipment Co., Ltd. specializes in the R&D and production of non-standard process equipment, including reaction kettles, heat exchangers, stainless steel reactors, tower vessels, modular systems, freeze-dryers and cold traps. The company holds ASME U-stamp certification, EU PED certification, Korean Kosha certification and EAC certification. Its products are widely applied in chemical, petrochemical, fine chemical, pharmaceutical, food, light industry and environmental protection industries. Customized high-adaptability equipment solutions are provided for diverse working conditions. Professional technical consultation is available upon request.


